Penpal
Grand Master
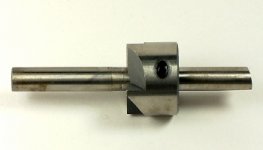
This is my old step drill used for reaming 7mm tubes in blanks note the rim reaming on the brass also.
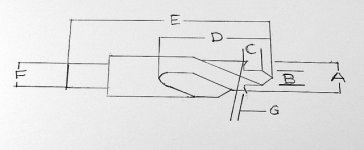
The diagram shows the manufacturing steps. They are:
A. The diameter of the step that flattens the blank square.
B. The pilot diameter a close smooth slip fit into the brass sleeve.
C. The pilot length cleans the inside of the brass from glue etc.
D. The flute length (always shorter than the blank length to prevent holes in your hand use from both ends.
E. Overall length of the unit.
F. Shank diameter.
G. Countersink angle ie the reaming of the brass rim angle.
H. Material (high speed steel etc).
I. Length of shank.
Kind regards Peter.
The diagram shows the manufacturing steps. They are:
A. The diameter of the step that flattens the blank square.
B. The pilot diameter a close smooth slip fit into the brass sleeve.
C. The pilot length cleans the inside of the brass from glue etc.
D. The flute length (always shorter than the blank length to prevent holes in your hand use from both ends.
E. Overall length of the unit.
F. Shank diameter.
G. Countersink angle ie the reaming of the brass rim angle.
H. Material (high speed steel etc).
I. Length of shank.
Kind regards Peter.